

电话:+86 535 6311168
手机:+86 13723968600
传真:+86 535 6311168
烟台昊瑞钢格板厂为您介绍一下压焊钢格板中压焊技术。压焊在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
1、电阻焊
以电阻热为能源,是以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。烟台昊瑞金属主要介绍几种固体电阻热为能源的电阻焊,主要有点焊、缝焊、凸焊及对焊等。
电阻焊一般是使工件处在一定电极压力作用下并利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化而实现连接的焊接方法,通常使用较大的电流。为以防在接触面上产生电弧且为了锻压焊缝金属,焊接中一直要施加压力。注意在压焊钢格板焊前一定将电极与工件以及工件与工件间的接触表面进行清理。
优点:1)熔核形成时,一直被塑性环包围,熔化金属与空气隔绝,冶金过程简单。
2)加热时间短、热量集中、故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
3)不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料,焊接成本低。
4)操作简单,易于实现机械化和自动化,改善了劳动条件。
5)生产率高,且无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊压焊钢格板因有火花喷溅,需要隔离。
压焊钢格板焊接技术有哪些
缺点:1)目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。
2)点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度较低。
3)设备功率大,机械化自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行。
适用范围:在汽车、飞机、仪器、家电、建筑用的钢筋、等行业有广泛应用,适用材料广泛,只是易氧化金属的电阻焊焊接性稍差。主要用于焊接厚度小于3mm的薄板组件。各类钢材、铝、镁等有色金属及其合金、不锈钢等均可焊接。
2摩擦焊
摩擦焊是以机械能为能源的固相焊接。它是利用两表面间机械摩擦所产生的热来实现金属的连接的。
摩擦焊的热量集中在接合面处,因此热影响区窄。两表面间须施加压力,多数情况是在加热终止时增大压力,使热态金属受顶锻而结合,通常结合面并不熔化。 摩擦焊生产率较高,原理上几乎所有能进行热锻的金属都能摩擦焊接。摩擦焊还可以用于异种金属的焊接。要适用于横断面为圆形的zui大直径为100mm的工件。
利用焊件接触端面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速施加顶锻力,实现焊接的一种固相压焊方法,
摩擦焊具有以下优点:
(1)焊接质量稳定,焊件尺寸精度高,接头废品率低于电阻对焊和闪光对焊。
(2)焊接生产率高,比闪光对焊高5~6倍。
(3)适于焊接异种金属,如碳素钢、低合金钢与不锈钢、高速钢之间的连接,铜-不锈钢、铜-铝、铝-钢、钢-锆等之间连接。
(4)加工费用低,省电,焊件无需特殊清理。
(5)易实现机械化和自动化,操作简单,焊接工作场地无火花,弧光及有害气体。
缺点:靠工件旋转实现,焊接非圆截面较困难。盘状工件及薄壁管件,由于不易夹持也很难焊接。受焊机主轴电机功率的限制,目前摩擦焊可焊接的最大截面为20000mm2。摩擦焊机一次性投资费用大,适于大批量生产。
应用:异种金属和异种钢产品,如电力工业中的铜-铝过渡接头,金属切削用的高速钢-结构钢刀具等;结构钢产品,如电站锅炉蛇形管、阀门、拖拉机轴瓦等。
3扩散焊
扩散焊一般是以间接热能为能源的固相焊接方法。通常是在真空或保护气氛下进行。焊接时使两被焊工件的表面在高温和较大压力下接触并保温一定时间,以达到原子间距离,经过原子朴素相互扩散而结合。焊前不仅需要清洗工件表面的氧化物等杂质,而且表面粗糙度要低于一定值才能保证焊接质量。
扩散焊在真空或保护气氛的保护下,在一定温度(低于母材的熔点)和压力条件下,使相互接触的平整光洁的待焊表面发生微观塑性流变后紧密接触,原子相互扩散,经过一段较长时间后,原始界面消失,达到完全冶金结合的焊接方法。烟台昊瑞压焊钢格板厂家。
扩散焊具有以下优点:
(1)可以在几乎不损坏被焊材料性能的情况下,实现各类同种材料和异种材料间的焊接,可以用来制造双层或多层复合材料。
(2)能焊接结构复杂以及厚薄相差大的工件。
(3)接头成分、组织均匀,减小了应力腐蚀倾向。
(4)焊接变形小,接头精度高,可作为部件最后的组装连接方法。
(5)可与其它加工工艺同时进行(如真空热处理等),可同时完成多个接头的焊接,从而提高生产率。
不足:扩散焊对焊件表面加工及清理的要求高,焊接时间长、生产率低,成本高,设备投资大。
应用:熔点差别大或冶金上不相容的异种金属之间的焊接、金属与陶瓷的焊接和钛、镍、铝合金结构件的焊接。不仅应用于原子能、航空航天及电子工业等jian端技术领域,且已推广至一般机械制造工业部门。
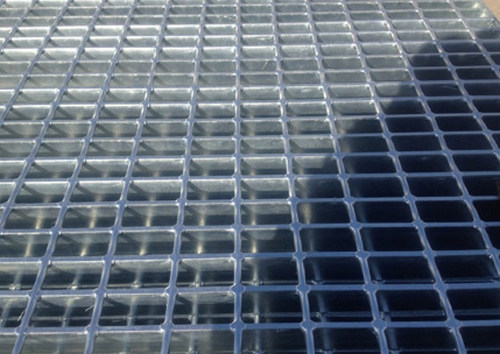
烟台昊瑞牌压焊钢格板按其扁钢表面形状,分为平面型、齿型和|型。平面型钢格板为常用型;齿型钢格板防滑性能好,多用于油污较多的 操作平台及带坡度的走道。执行中国YB/T4001.1-2007标准,也可按美国ANSI/NAAMM(MBG531-93)和英国BS4592-1:1995标准生产。
 英文
英文 中文 |
中文 | 
 鲁公网安备 37061102001043号
鲁公网安备 37061102001043号